



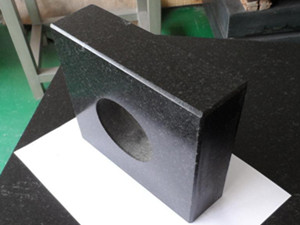


鑄鐵鉗工平臺的人工時效處理
2015年06月21日


人工時效處理:若采用將鑄鐵鉗工平臺加熱到較高溫度,并較短時間進行時效處理的時效處理工藝,稱為人工熱時效處理;
人工熱時效處理將鑄鐵鉗工平臺毛坯件由室溫緩慢、均勻加熱至550℃左右,保溫4-8小時,再嚴格控制降溫速度至150℃以下出爐。熱時效工藝要求是嚴格的,如要求爐內溫差不大于±25℃,升溫速度不大于50℃/小時,降溫速度不大于20℃/小時。爐內最高溫度不許超過570℃,保溫時間也不易過長,如果溫度高于570℃,保溫時間過長,會引起鑄鐵鉗工平臺強度降低。如果升溫速度過快,鑄鐵鉗工平臺毛坯件在升溫中薄壁處升溫速度比厚壁處快的多,鑄鐵鉗工平臺毛坯件各部分的溫差急劇增大,會造成附加溫度應力。如果附加應力與鑄鐵鉗工平臺毛坯件本身的殘余應力疊加超過強度極限,就會造成鑄鐵鉗工平臺毛坯件開裂。
熱時效如果降溫不當,會使時效效果大為降低,甚至產生與原殘余應力相同的溫度應力(二次應力),并殘留在鑄鐵鉗工平臺毛坯件中,從而破壞了已取得的熱時效效果。
鑄鐵鉗工平臺毛坯件熱時效的優點是周期短、鑄鐵鉗工平臺尺寸穩定性較好、便于管理。缺點是一次性投資大、能耗高、成本高、溫度難以控制、勞動強度高、環境污染嚴重。所以逐步被振動時效取代。
